-
产品多规格
规格品种齐全,库存丰富

-
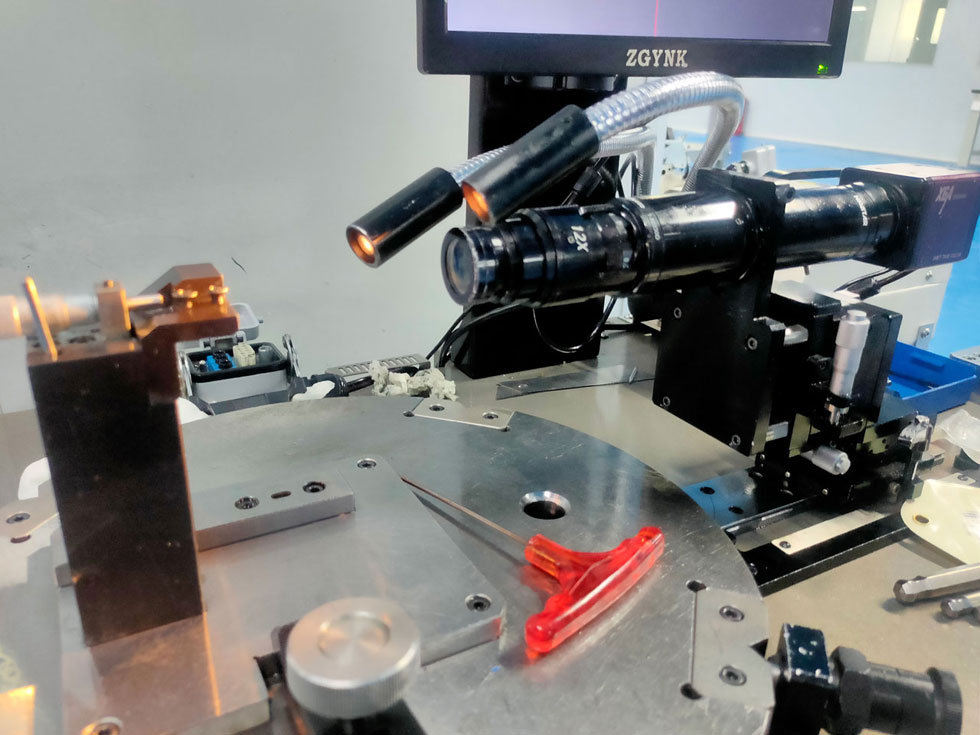
设备高精度
配套先进的检验测量设备

-
做工精密
严谨的内部品质管理体系

-
专业技术人才
满足高精度产品生产加工

根据客户需求进行定制化设计,合理搭配

需求沟通

规格确认

开模生产

样品确认

批量生产

交货售后
龙南华盈精密科技有限公司是一家专业从事印刷电路板(PCB)微钻针研发、生产和销售的高科技企业,公司拥有自动化、智能化的生产线和检测设备,建有超洁净的无尘车间。公司面向5G通信、航空航天、人工智能、新能源汽车等高端领域的PCB,提供φ0.01mm、φ0.02mm、φ0.03mm、φ0.05mm、φ0.075mm、φ0.1mm、φ0.15mm、φ0.2mm等规格的微钻针和纳米涂层微钻针。公司立足精益生产,着重品质管控,加强技术研发,尊重知识人才,并与中科院兰州化学物理研究所结成深度合作伙伴。公司扎根于赣南电子产业集聚区,贴近高端大型客户产品顺应高TG板、无卤素板、HDI板、IC载板的市场发展潮流,正在阔步迈进一流微钻制造商行列。

传递PCB行业价值资讯

集微网消息,10月28日,江西龙南市举办重大项目集中签约仪式,共9个项目签约,总投资额达56.2亿元...

11月23日,位于江西龙南经济技术开发区的龙南华盈精密科技有限公司的PCB微钻针生产线车间里,工人正在作业。随着赣深高铁开通在即,一批粤···

过孔(via)是涉及PCB多层板高可靠性的重要因素之一,因此,钻孔的费用最多可以占到PCB制板费用的30%~4···
钻孔是PCB制造中最昂贵和最耗时的过程。PCB钻孔过程必须小心实施,因为即使是很小的错误也会导致很大的损失。钻···
异常类型异常原因异常之状况对策断针设计品质钻针刚性底易因弯曲量大而在沟底部处发生断针变更芯厚,芯厚倒锥,使钻针···
随着产品性能的提高,PCB也在不断更新发展,线路越来越密集,需要安置的元器件越来越多,但PCB的大小不仅不会变···
一、钻孔档(Drill File)介绍常见钻孔及含义:PTH - 镀通孔:孔壁镀覆金属而用来连接中间层或外层的···
1、钻孔参数:钻孔参数的设定是至关重要,钻孔速度太快回是钻咀受力过大而折断,钻孔速度太慢会降低生产效率。因各板···
我们先来介绍下PCB中常见的钻孔:通孔、盲孔、埋孔。这三种孔的含义以及特点。导通孔(VIA),这种是一种常见的···
软板加工过程中有时候会出现一种孔破状态的异常情况,有可能是机器失误造成的,也有可能是人为原因,要具体情况具体分···
过孔(via)是多层PCB的重要组成部分之一,钻孔的费用通常占PCB制板费用的30%到40%。简单的说来,PC···
很多DIY玩家会发现,市场中各种各样的板卡产品所使用的PCB颜色五花八门,令人眼花缭乱。比较常见的PCB颜色有···
联系电话
微信扫一扫